 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信摘要 申請(qǐng)?zhí)?201510203273.0申請(qǐng)日:2015.04.27國(guó)家/省市:中國(guó)濟(jì)南(88)
申請(qǐng)?zhí)? 201510203273.0 申請(qǐng)日: 2015.04.27
國(guó)家/省市: 中國(guó)濟(jì)南(88)
公開號(hào): 104816234A
公開日: 2015.08.05
主分類號(hào): B24B 35/00(2006.01)
分類號(hào): B24B 35/00(2006.01)
申請(qǐng)人: 濟(jì)南大學(xué)
發(fā)明人: 郭培全; 牛金濤; 王輝
申請(qǐng)人地址: 山東省濟(jì)南市南辛莊西路336號(hào)
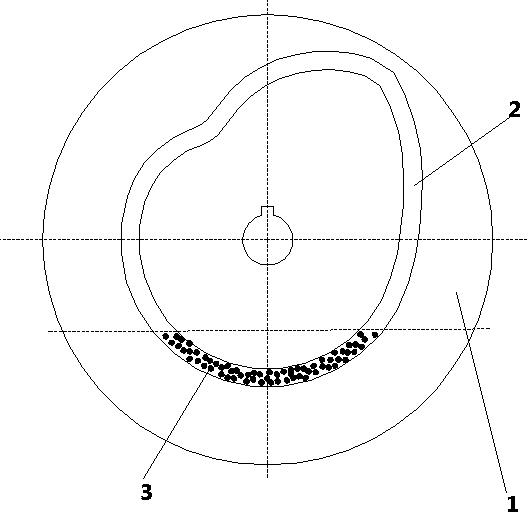
摘要: 一種盤狀槽型凸輪槽道的超精研加工方法,屬于復(fù)雜機(jī)械零件槽道表面超精研加工技術(shù)領(lǐng)域。傳統(tǒng)數(shù)控插補(bǔ)砂輪磨削加工方式磨削精度受到限制,難以滿足超高精度加工要求。本方法具體為將待研磨的盤狀槽型凸輪安裝于旋轉(zhuǎn)軸,由電動(dòng)機(jī)帶動(dòng)旋轉(zhuǎn)軸旋轉(zhuǎn),將游離磨粒填充于待研磨的盤狀槽型凸輪槽道內(nèi),電動(dòng)機(jī)開始工作后,待研磨的盤狀槽型凸輪開始繞旋轉(zhuǎn)軸軸線旋轉(zhuǎn),處于盤狀槽型凸輪槽道內(nèi)的游離磨粒在自身重力及離心力的作用下對(duì)槽道表面進(jìn)行研磨。采用本方法研磨加工精度高,可以滿足超高精度加工要求。
主權(quán)利要求 1.一種盤狀槽型凸輪槽道的超精研加工方法,將待研磨的盤狀槽型凸輪安裝于旋轉(zhuǎn)軸,由電動(dòng)機(jī)帶動(dòng)旋轉(zhuǎn)軸旋轉(zhuǎn),將游離磨粒填充于待研磨的盤狀槽型凸輪槽道內(nèi),電動(dòng)機(jī)開始工作后,待研磨的盤狀槽型凸輪開始繞旋轉(zhuǎn)軸軸線旋轉(zhuǎn),處于盤狀槽型凸輪槽道內(nèi)的游離磨粒在自身重力及離心力的作用下對(duì)槽道表面進(jìn)行研磨,其特征在于,在研磨加工過(guò)程中盤狀槽型凸輪槽道封閉,以防游離磨粒外濺。







 豫公網(wǎng)安備41019702003604號(hào)
豫公網(wǎng)安備41019702003604號(hào)